
Un esempio concreto di Transizione 5.0

Fondata nel 1975 da Antonio Torassa e Michele Borravicchio, Cave Druento opera da mezzo secolo nel movimento terra, nell’estrazione, nel trattamento e nella commercializzazione di inerti nella zona nord di Torino.
L’azienda, oggi guidata dalla seconda generazione con la terza già operativa, conta oltre 60 dipendenti e dispone di due siti produttivi – la sede storica di Druento e l’impianto di Venaria Reale, nato nel 2018 a servizio dei cantieri della linea ferroviaria Torino-Caselle. Dall’attività originaria di cava l’azienda ha progressivamente ampliato il proprio raggio d’azione alla produzione di calcestruzzo preconfezionato, di conglomerato bituminoso e al trattamento di rifiuti speciali non pericolosi da costruzione e demolizione, con un impianto dedicato che trasforma i materiali di risulta in materie prime secondarie, diventando un punto di riferimento nel torinese. Proprio la produzione di conglomerato bituminoso rappresenta il cuore industriale del sito di Druento, dove nel 2025 si è concluso un importante progetto di ammodernamento che ha introdotto un secondo impianto di produzione di conglomerato da 270 ton/h, che affianca uno pre-esistente da 200 ton/h, entrambi alimentati da un sistema di stoccaggio e alimentazione semi-automatica degli aggregati progettato e costruito da Officine Conterno, con automazione e controllo affidati alla roveretana Ma-Estro.
L’intervento, ordinato a fine 2024 e completato tra luglio e settembre 2025, rappresenta l’ultimo tassello di un progetto di ammodernamento aziendale avviato nel 2019 e portato a termine nonostante i ritardi imposti dal Covid, dalla guerra in Ucraina e dall’aumento dei costi dei materiali.

L’intero progetto rientra nel quadro del piano Transizione 5.0 e ha raggiunto un efficientamento energetico complessivo superiore al 20%, sommando il risparmio sul consumo di gas metano nel forno e la quasi totale eliminazione della movimentazione meccanica sul piazzale.
A raccontare la genesi del progetto è l’Ing. Roberto Bottero, Direttore Tecnico di Cave Druento.
Il piano di sviluppo, articolato per fasi, prevedeva prima la rilocalizzazione e l’ammodernamento dell’impianto di trattamento rifiuti, poi la costruzione di un nuovo capannone destinato sia a rimessa dei mezzi d’opera sia a tettoia coperta per lo stoccaggio degli aggregati prodotti negli altri siti aziendali, a Savonera e a Druento.
“La nostra esigenza primaria era il poter disporre di un deposito coperto dove stoccare gli inerti e collegarli direttamente all’alimentazione degli impianti di conglomerato”, spiega Bottero.

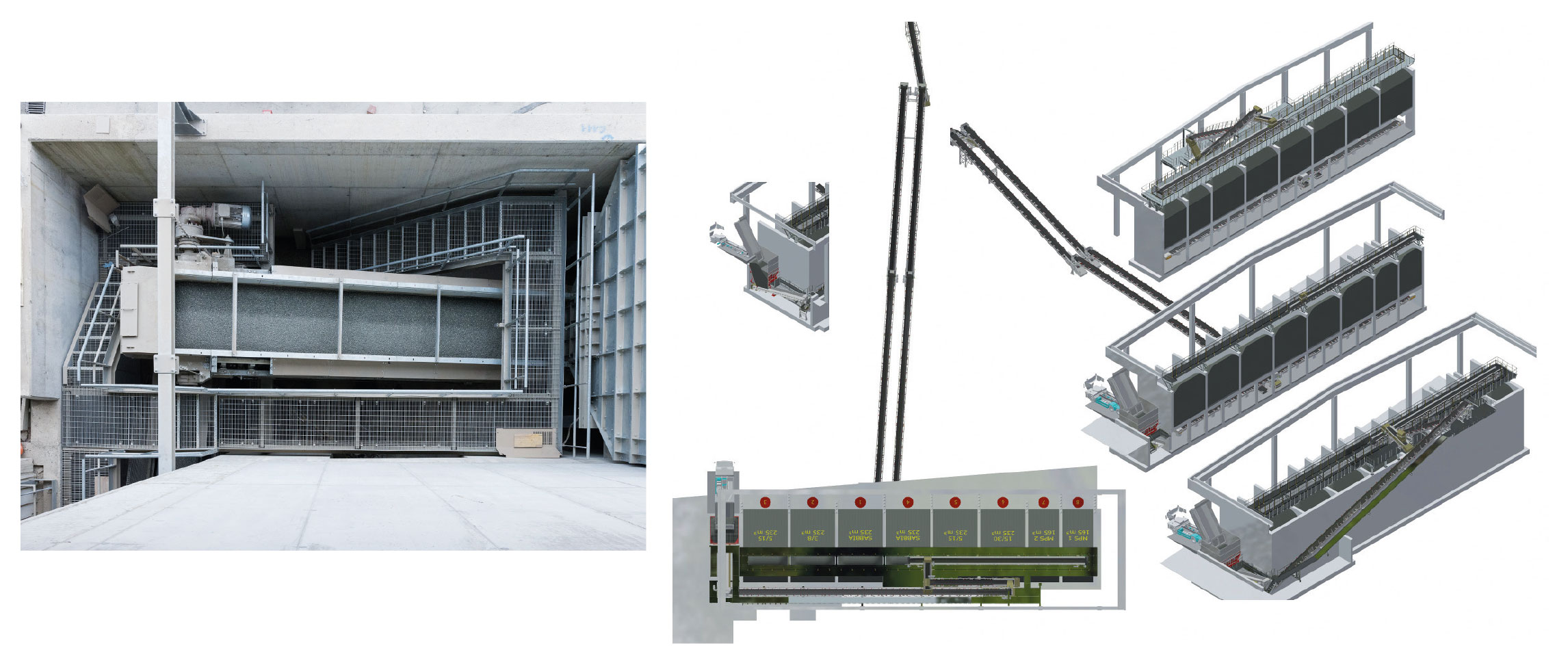
All’estremità del capannone è stato costruito un locale interrato che funge da elemento di collegamento, tramite nastri sotterranei, tra il comparto di stoccaggio e i due impianti di produzione del conglomerato bituminoso.
Il problema da risolvere era chiaro e comportava un forte impatto economico. Prima dell’intervento, gli inerti venivano scaricati a cumulo sul piazzale, esposti agli agenti atmosferici, e poi ripresi con pale gommate per essere caricati nelle tramogge dell’impianto di conglomerato. Una doppia movimentazione che comportava tempi morti, consumo di carburante e, soprattutto, un enorme dispendio energetico nel forno di riscaldamento.
Come spiega Bottero, il vero costo nella produzione del conglomerato bituminoso non è il riscaldamento degli inerti a 160-180 gradi, ma la pre-asciugatura: più il materiale in ingresso risulta umido, maggiore il dispendio energetico.
Con il vecchio impianto, in cui il materiale entrava con un grado di umidità fortemente aleatorio, legato al tempo meteorologico, una tonnellata di asfalto prodotta richiedeva circa 10-10,5 metri cubi di gas metano. Con il nuovo assetto, il consumo si è attestato intorno agli 8 metri cubi per tonnellata: un risparmio di circa il 20% sul solo gas, ottenuto essenzialmente grazie al fatto che il materiale entra nel forno già asciutto, protetto sotto la copertura del capannone.

L’impianto realizzato da Officine Conterno funziona come un ponte tra lo stoccaggio e la produzione. Una tramoggia di carico da circa 50 metri cubi riceve il materiale dal camion, che viene convogliato da un nastro estrattore verso un sistema di nastri a navetta. L’autista, sceso dal mezzo, seleziona la pezzatura da scaricare su un touch panel: il sistema, gestito da PLC con interfaccia Ma-Estro, posiziona automaticamente la navetta sul box corretto tra gli otto setti di stoccaggio coperti, guidando le operazioni tramite semafori. Sotto le baie di stoccaggio, nel locale interrato, ulteriori nastri estrattori preparano automaticamente le ricette prelevando le giuste dosi delle quattro pezzature disponibili – sabbia 0/4, 4/8, 8/15, 15/30 – e le convogliano ai due impianti di conglomerato.
In sostanza, spiega Bottero, l’impianto di caricamento ha fuso due fasi che prima erano separate: lo stoccaggio e l’alimentazione. La baia di stoccaggio coperta è diventata al tempo stesso deposito protetto e tramoggia di inizio processo: il materiale viene scaricato dai nastri nelle baie, e da lì, attraverso il sistema di nastri nel locale interrato, arriva direttamente al forno.
“Abbiamo eliminato il cumulo su piazzale. Il materiale non è più alla mercé degli agenti atmosferici e non serve più ri-caricarlo con la pala gommata”, sintetizza Bottero.
Il vantaggio non si limita alla riduzione del consumo di gas metano. La pala gommata, che prima operava tutto il giorno sul piazzale consumava, circa 200 litri di gasolio al giorno. Moltiplicati per i circa 200 giorni lavorativi annui, il risparmio si aggira intorno ai 40.000 litri di carburante all’anno, con la conseguente riduzione di emissioni di CO2. L’operatore è stato ricollocato su altre mansioni, tra cui il presidio dei nastri dell’impianto di caricamento.
L’aspetto energetico si completa con altre innovazioni introdotte sul nuovo impianto di conglomerato. Il forno integra un sistema di recupero dei fumi caldi che vengono rimessi in circolo nel bruciatore anziché dispersi al camino. Il riscaldamento del bitume nei silos – che devono mantenere il prodotto costantemente a 160 gradi per preservarne la lavorabilità, pena la solidificazione – è passato da una caldaia a gas metano con circuito a olio diatermico a resistenze elettriche che avvolgono i silos alti 12-13 metri. Sul tetto del capannone è stato installato un impianto fotovoltaico da 500 kilowatt per compensare il maggior consumo elettrico derivante da queste soluzioni.

“Se abbassiamo il costo di produzione, siamo anche più green”, ragiona Bottero. “Consumiamo meno energia da fonti fossili, riduciamo la circolazione delle macchine operatrici e di conseguenza generiamo meno CO2. Questo si traduce in un vantaggio non solo per l’imprenditore, ma anche per l’ambiente”.
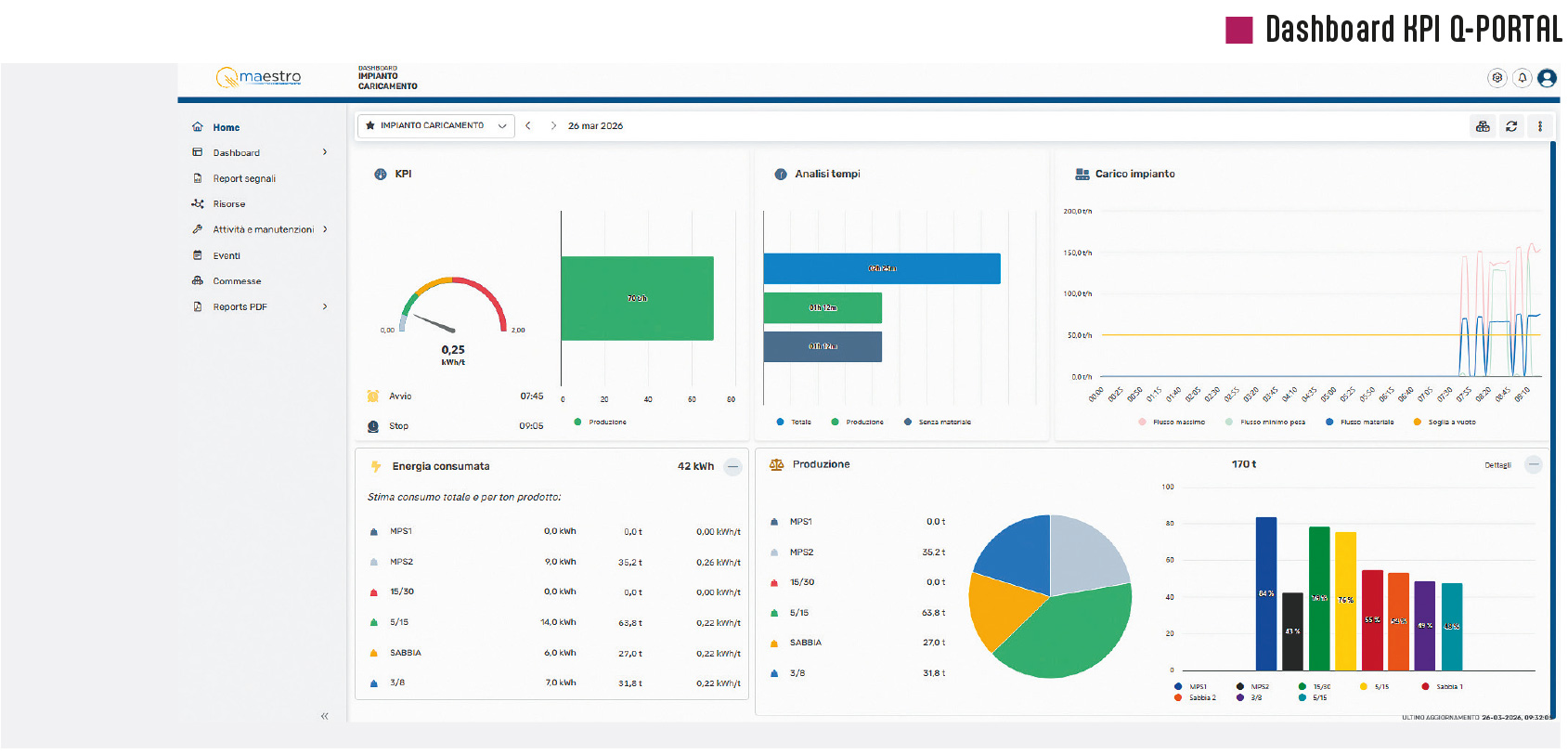
Il cuore digitale dell’impianto è il software Ma-Estro e il suo nuovo Q-Portal, che, attraverso dei sensori radar, gestisce i livelli all’interno dei box di stoccaggio, e l’automazione dell’intero processo di alimentazione. Per Bottero uno dei valori aggiunti più tangibili è la gestione operativa quotidiana che questo software permette: gli impiantisti, dalla cabina di comando dell’impianto asfalto, possono monitorare in tempo reale su tablet i livelli di materiale nelle baie di stoccaggio, che si trovano a 70 metri di distanza, e interagire con i colleghi degli altri impianti per chiedere il rabbocco delle pezzature in esaurimento. Prima era necessario scendere dalla cabina, attraversare il piazzale e controllare fisicamente i cumuli, con il rischio di fermi impianto non pianificati e sprechi energetici legati allo spegnimento e riaccensione del forno.
“Adesso dalla cabina tengono sotto controllo tutto senza doversi distogliere da quello che stanno facendo”, conferma Bottero. “Anche questo è un’ottimizzazione del processo”.
La scelta di raddoppiare l’impianto di conglomerato non è nata tanto da una domanda di mercato in crescita, quanto da un’esigenza di affidabilità e continuità operativa. L’impianto di conglomerato è il cuore dell’azienda, e nei 200 giorni lavorativi annui deve funzionare senza interruzioni. Il punto debole era sempre stato il circuito di riscaldamento del bitume, in un impianto che, seppur perfettamente funzionante, comincia ad approcciarsi al quarto di secolo di età. Avere un secondo impianto garantisce continuità produttiva anche in caso di fermo per manutenzione o guasto, e la maggiore capacità oraria rappresenta un vantaggio competitivo concreto, perché riduce i tempi di attesa al carico per i clienti.
La qualità esecutiva di Officine Conterno è un aspetto su cui Bottero si sofferma con convinzione. Il rapporto tra le due aziende è ormai decennale, costruito impianto dopo impianto. Per il progetto di Druento, lo studio preliminare ha previsto una scansione laser 3D per definire con precisione la posizione dell’impianto esistente rispetto al nuovo edificio. I disegni as-built delle opere in calcestruzzo sono stati integrati con i dati del rilievo laser, garantendo una corrispondenza millimetrica tra il progetto e la realtà di cantiere – un aspetto tutt’altro che scontato quando si lavora su strutture interrate che devono raccordarsi con impianti preesistenti su distanze di oltre 40 metri.
Ma è nella fase di montaggio che la differenza si è fatta più evidente. Il locale interrato di Druento presentava condizioni operative particolarmente impegnative: spazi angusti, impossibilità di utilizzare gru convenzionali, necessità di assemblare e sollevare i nastri convogliatori con soluzioni studiate ad hoc. La squadra di montaggio di Officine Conterno ha completato l’intera parte sotterranea in meno di due settimane, senza che si rendesse necessaria alcuna modifica in cantiere. “La carpenteria è stata costruita bene e chi ha montato è stato veloce perché non ha dovuto allargare un foro o fare una modifica di alcun tipo, tutto quello che hanno preso in mano l’hanno montato”.
Un risultato frutto sia del know-how e dell’esperienza decennale delle squadre di Officine Conterno, ma anche con un metodo di lavoro ormai consolidato: ogni operatore in cantiere dispone di un tablet con il modello 3D completo del progetto, nel quale ogni singolo componente – dalla carpenteria ai bulloni, dalle staffe ai nastri – è univocamente identificato e immediatamente rintracciabile. In uno spazio come quello dell’interrato di Druento, dove il margine d’errore tende a zero, la possibilità di visualizzare, ruotare, zoomare il modello tridimensionale, verificare la posizione esatta di un pezzo e confrontarla con la situazione reale ha accelerato sensibilmente le operazioni. Ogni risorsa collegata al progetto è identificata in modo univoco nel modello: i montatori sanno esattamente quale pezzo prendere, dove va collocato e come si raccorda con gli elementi adiacenti, senza dover interpretare tavole cartacee o attendere chiarimenti dall’ufficio tecnico. È un approccio che riduce drasticamente i tempi di lavoro e azzera il rischio di errori di assemblaggio, anche quando le condizioni del cantiere non permettono una visione d’insieme a occhio nudo.
Bottero sottolinea in particolare il ruolo dell’ufficio tecnico di Officine Conterno e la competenza del team di progettazione: “Non basta avere un ufficio tecnico alle spalle, ci vogliono persone capaci, che capiscano il lavoro. Con i progettisti di Officine Conterno ormai sono anni che collaboriamo, e la differenza si vede”.
Sul fronte dei consumi complessivi, Bottero anticipa che i numeri definitivi arriveranno a fine anno, dopo un intero ciclo produttivo con il nuovo assetto. Il risparmio del 20% sul gas metano è accertato, il taglio dei 40.000 litri annui di gasolio è evidente, ma la misura completa dell’efficientamento includerà anche l’apporto del fotovoltaico e il minor consumo dei nuovi motori elettrici. Le proiezioni hanno comunque permesso all’intervento di rientrare nel massimo degli incentivi previsti dal piano Transizione 5.0 e i presupposti per il futuro sono tutti dalla parte giusta.